UG12.0
ug12.0安装
UG12.0从入门到精通教程,25节课全面了解UG
平面轮廓铣参数讲解
深度轮廓铣
非切削移动
区域轮廓铣驱动方法--区域铣削
FUNUC 0iM数控铣床
二维倒角三维倒角铣T型槽
主轴转速进给率及每刀切削深度参考表
郑大郭老ug2312A
UGNX2312三轴后处理安装
ug出图纸
局部剖阶梯剖和轴测图剖
本文档使用 MrDoc 发布
-
+
首页
二维倒角三维倒角铣T型槽
## 二维倒角: 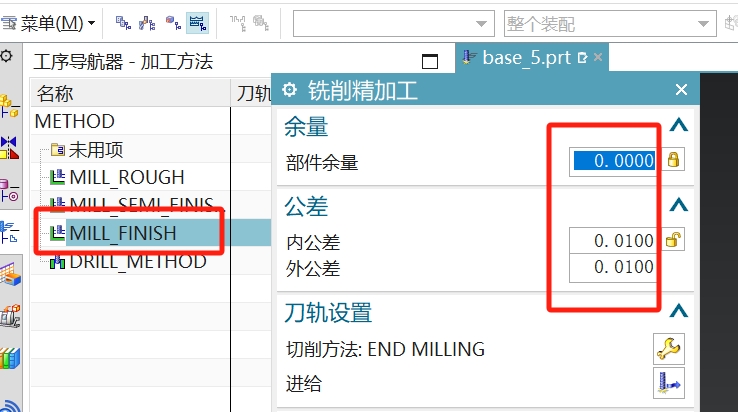 倒角一般是一步到位的,所以可将加工方法视图里的MILL_FINISH里面的部件余量设为0,内外公差0.01 ### 1有倒角形状在的时候如何倒角 用平面铣里面的轮廓切削模式可进行二维倒角,只需要指定部件边界和底面即可生成刀路 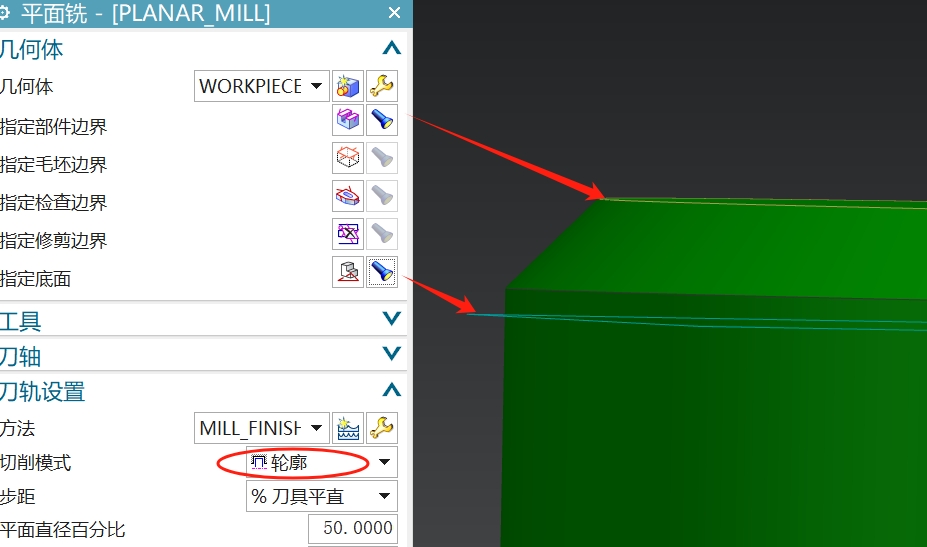 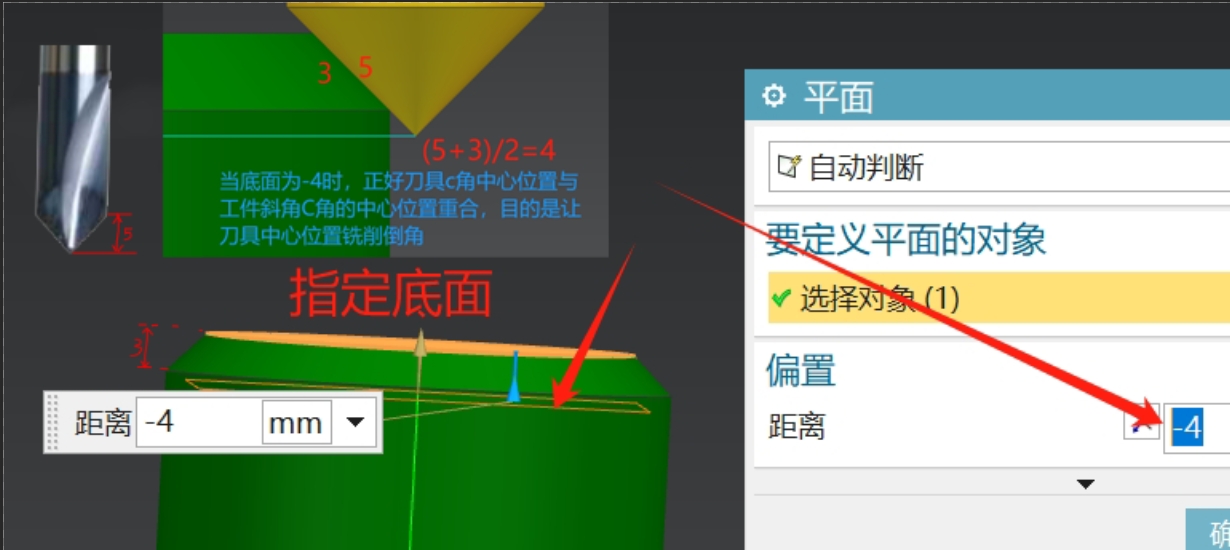 如果刀路在直角处走圆弧发生过切,可以通过设置切削参数--拐角,将拐角处的刀轨形状由默认绕对象滚动改为延伸。  如果侧壁有碰撞,可以先把切削参数里的进刀改成插削,然后在部件编辑里编辑列表成员,把刀路线弄短一点就行了。 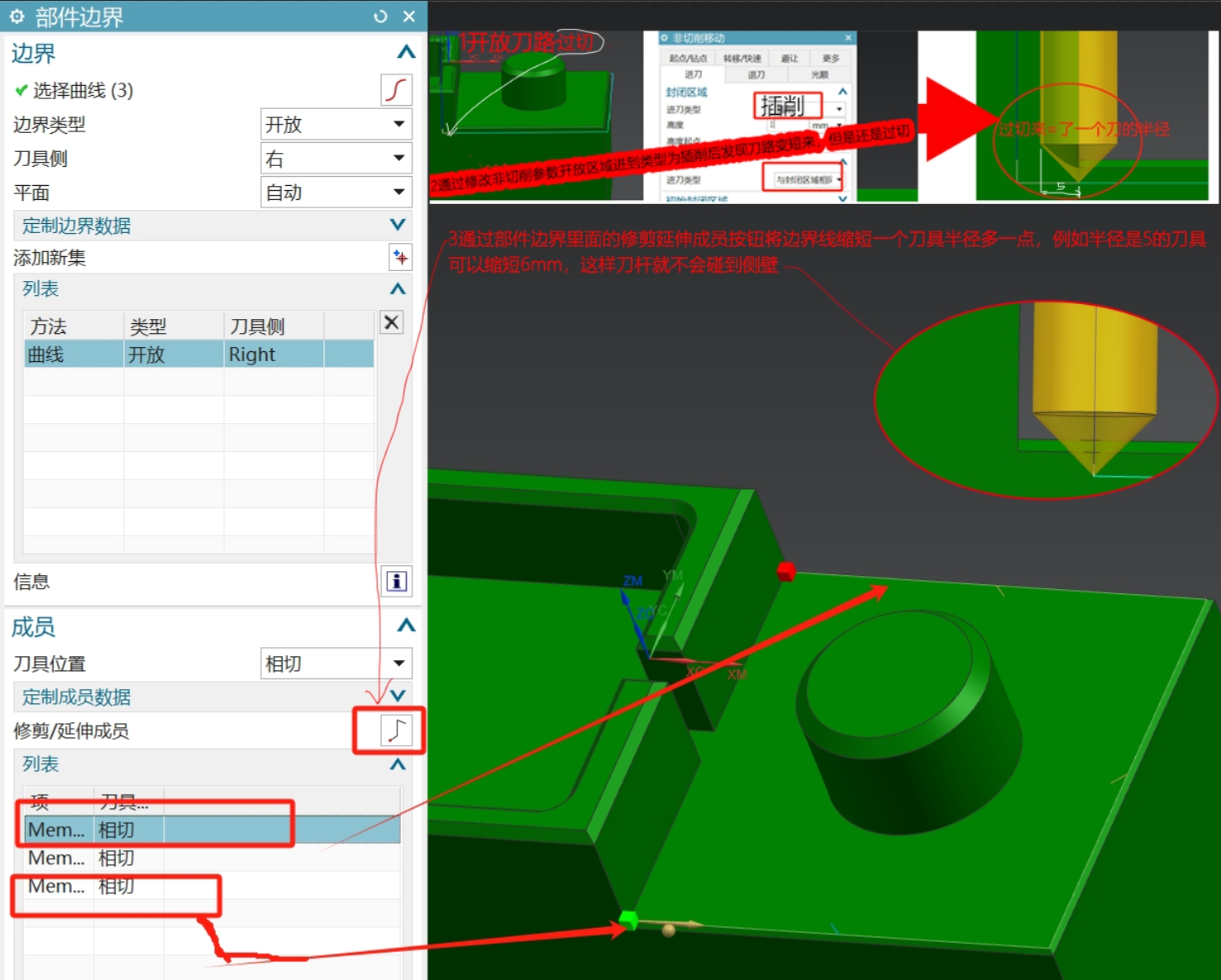 ### 2无倒角形状在的时候如何倒角 如果部件有倒角形状,在用型腔铣开粗时会把倒角形状铣出来,如果不想在开粗时铣出倒角形状,可按M快捷键进入建模模块将倒角边删除掉 2.1复制一个部件并去掉倒角面: ``` 在加工页面中点击左侧部件导航器--选择体 菜单--格式--复制至图层--名称输入10--确定 菜单--格式--图层设置--勾选名称为10的图层--关闭 应用模块--建模--删除面--删除所有倒角面 应用模块--加工--工序导航器 ``` 2.2倒C3角 指定部件边界选择圆柱顶面,指定底面选择圆柱顶面,距离设成0 切削参数--余量--部件余量填写-3(当部件余量为0时刀具斜边正好碰到工件边,那么当余量为3时,就正好往里铣3mm),底面余量填写-4(刀具斜边5+倒角斜边3等于8,8/2=4,底面余量填写4正好刀具斜边的中心和倒角斜边中心重合)  2.3分两刀倒C3角 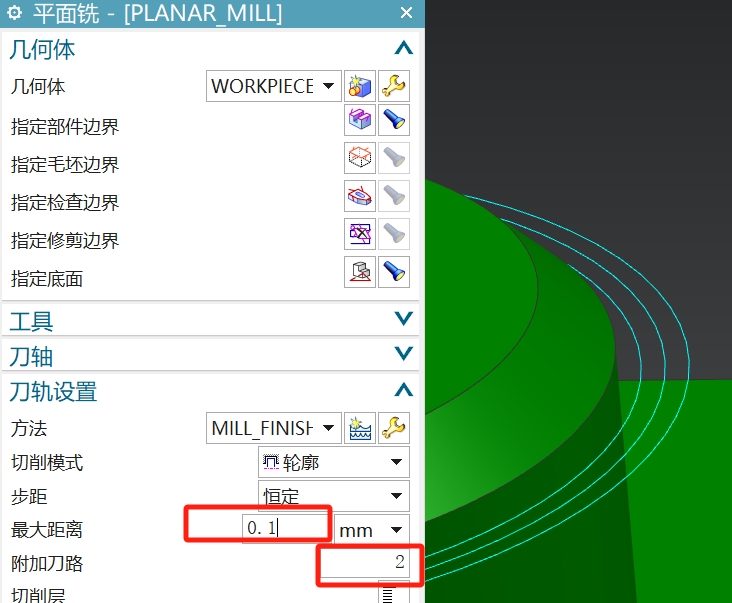 ## 三维倒角: 三维曲面倒角只能倒近似值,平面倒角倒的精准,一般曲面都是型腔铣时直接球刀铣,很少用倒角刀倒角。 回到建模模块--插入--设计特征--长方体--屏幕随意指定一个点--确定 插入--细节特征--拔模--选择任意边倒一个C3斜角 移动工件到绝对坐标系(ctrl+T) 应用模块--加工 ### 实体轮廓3D选面倒角: 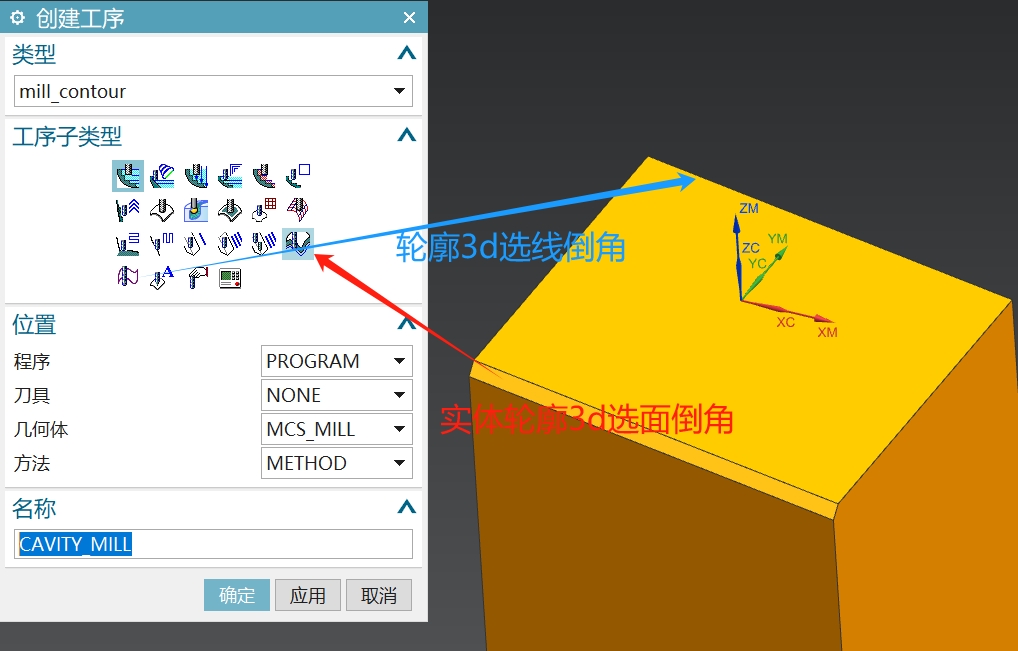 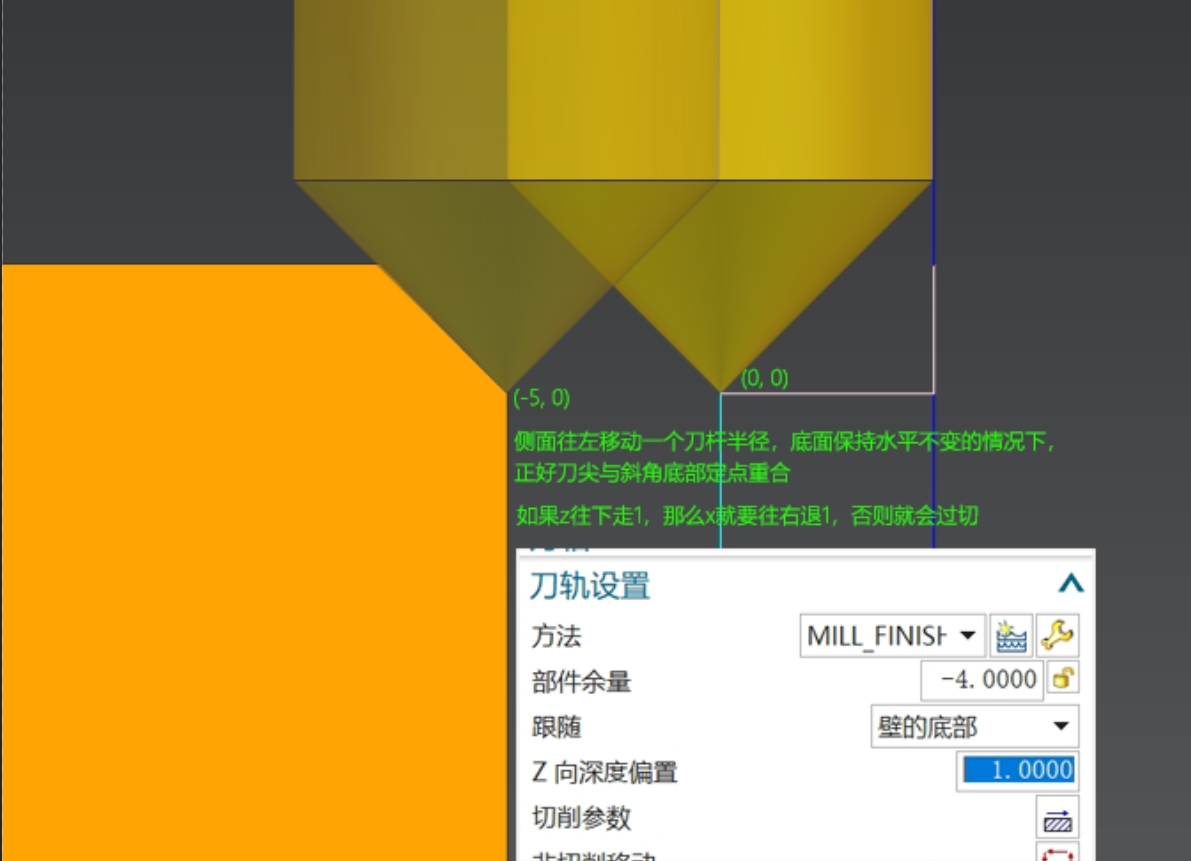 如果要多刀路倒角,可在切削参数里设置 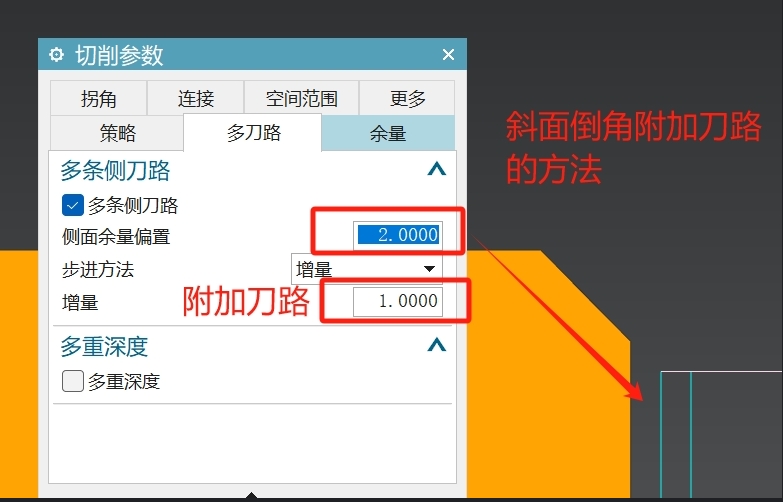 ### 轮廓3d选线倒角:  ## 铣T型槽 ### 建模: 画一个长宽高为100的正方体,然后开一个直径为80的孔,并在孔内画一个T型槽 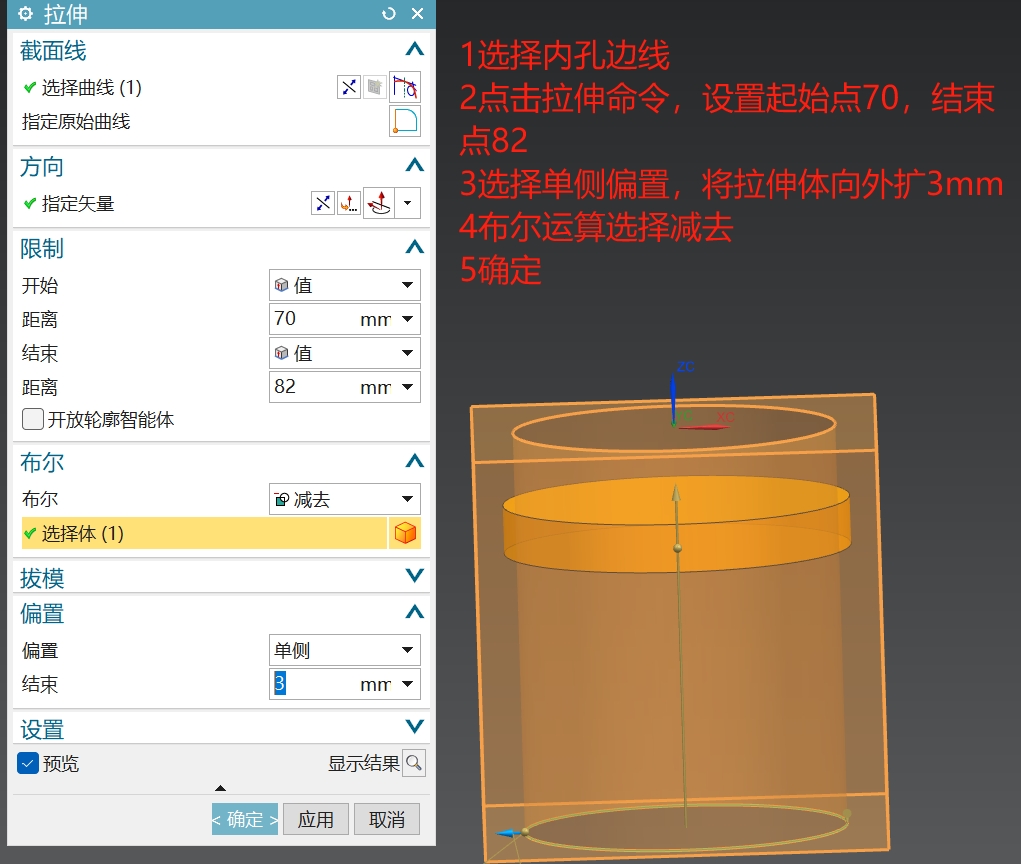 ### 创建T型刀: 由于T型槽的高度是12,而T型刀没有12的刀,,13的刀又太大,所以只能选直径为10的T型刀 创建刀具--类型mill_plannar--T_CUTTER--名称T30--确定--直径输入30--刀刃长度10--确定 ### 创建工序: 类型mill_plannar--平面铣--程序A1--刀具T30--几何体WORKPIECE--方法MILL_FINISH--名称随意--确定 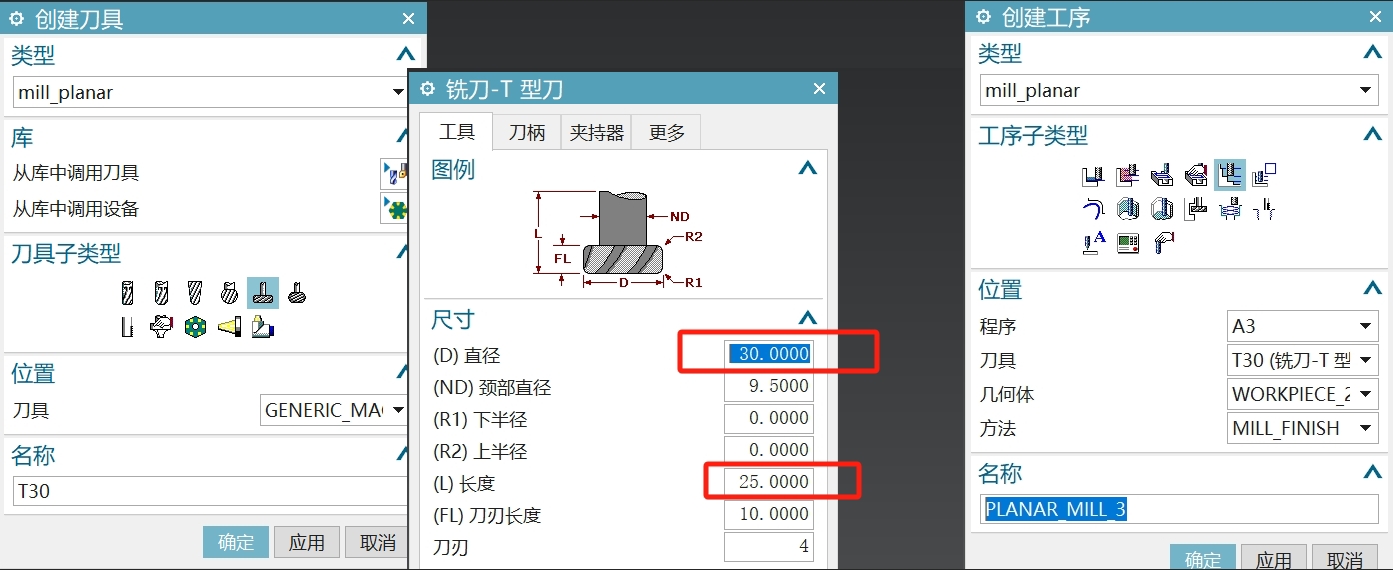 ### 指定部件边界: 选择方法曲线--边界类型封闭--选T型槽上口最里面的边线--刀具侧内侧--确定 ### 选择底面: 底面选择T型槽下面的底面--确定  ### 刀轨设置: 因为T型槽往内是3mm,步距设0.5,附加刀路5,一共是2.5mm,再加上原来的那一刀0.5,正好是3mm 切削模式轮廓,步距恒定,最大距离0.5,附加刀路5 如果最后一刀打算走0.1,可以按照如下方法设置: 步距:多重变量 刀路数:1 距离0.1 点击添加新集按钮--刀路数输入5--距离0.5 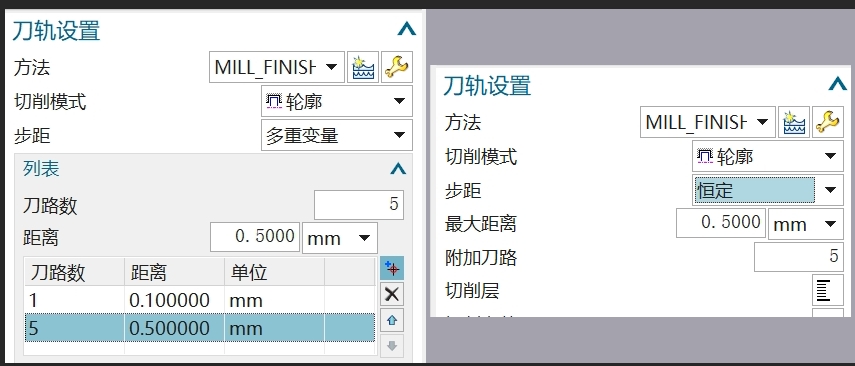 ### 切削层设置: T型槽高度是12,T型刀厚度是10,第一次下刀量不能小于10,如果小于10,工件就报废了 所以说每刀切削深度首先要满足10, 假设槽深30,走4刀,第一刀只能下10,还剩20,将20分3刀就可以了,控制第一刀下刀量就只有用户定义了,  ### 进退刀: 如果孔不大,建议在中心下刀,如果孔大就无所谓了,只要保证进退刀以及抬刀时别碰到工件就行。 设置在中心下刀的方法: 点击非切削移动--开放区进刀类型直接选点方式,然后选中指定点,接着抓取工件孔的圆心--确定 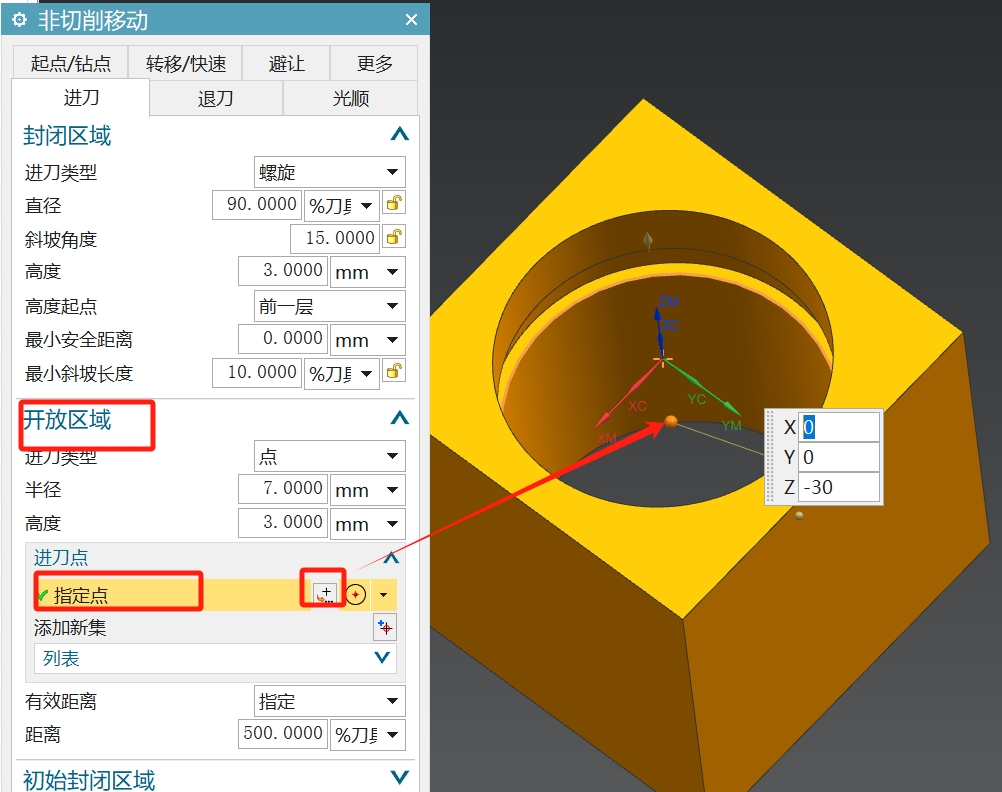 ### 下刀点设置: 控制在同一个下刀点切入切出,这样看着刀路整齐一点 点击非切削移动--起点钻点--指定点--选择一个圆的象限点--确定 
tyjs09
2024年5月24日 10:07
转发文档
收藏文档
上一篇
下一篇
手机扫码
复制链接
手机扫一扫转发分享
复制链接
北京二手设备回收
Markdown文件
PDF文档(打印)
分享
链接
类型
密码
更新密码
