UG12.0
ug12.0安装
UG12.0从入门到精通教程,25节课全面了解UG
平面轮廓铣参数讲解
深度轮廓铣
非切削移动
区域轮廓铣驱动方法--区域铣削
FUNUC 0iM数控铣床
二维倒角三维倒角铣T型槽
主轴转速进给率及每刀切削深度参考表
郑大郭老ug2312A
UGNX2312三轴后处理安装
ug出图纸
局部剖阶梯剖和轴测图剖
本文档使用 MrDoc 发布
-
+
首页
主轴转速进给率及每刀切削深度参考表
开粗常用硬质合金刀(镶刀片类) D25R5,D30R5,D35R5 主轴转速1500,进给1500-1800mm/min,每刀切削0.5-1mm, D16R0.8,D20R0.8主轴转速1800-2000,进给1200-1800mm/min,每到切削0.3-0.5mm. 备注:刀具越大取消深度就越大但转速应该越低 合金钨钢平底刀: D8,D10,D12粗加工主轴转速和切削进给1800,切削深度0.2-0.6mm D8,D10,D12精加工主轴转速2500和切削进给1200,切削深度与精加工相同 D6主轴转速2500,进给1200mm/min,切削深度0.2-0.3 D1主轴转速3500,切削进给300mm/min,切削深度0.05-0.1mm D2-D5:切削进给分别是600,800,1000,1200,主轴转速3000-3500,每刀切削0.05-0.25之间 备注:刀具越小切削深度越小但转速越高 球刀( 主要用于半精加工和精加工): D16R8,D20R10,主轴转速1500-2000,切削进给1200-1500,下刀量0.3-0.5 D10R5,D12R6,主轴转速2000-2500,切削进给1200-1500,下刀量0.2-0.4 D4R2,D5R2.5,D6R3,D8R4主轴转速2000-3000,切削进给800-1500,下刀量0.1-0.3 D3R1.5,D2R1主轴转速3500,切削进给500-800,下刀量0.05-0.2 D1R0.5,D1.5R0.75主轴转速3500-4000,切削进给300,下刀量0.05-0.1 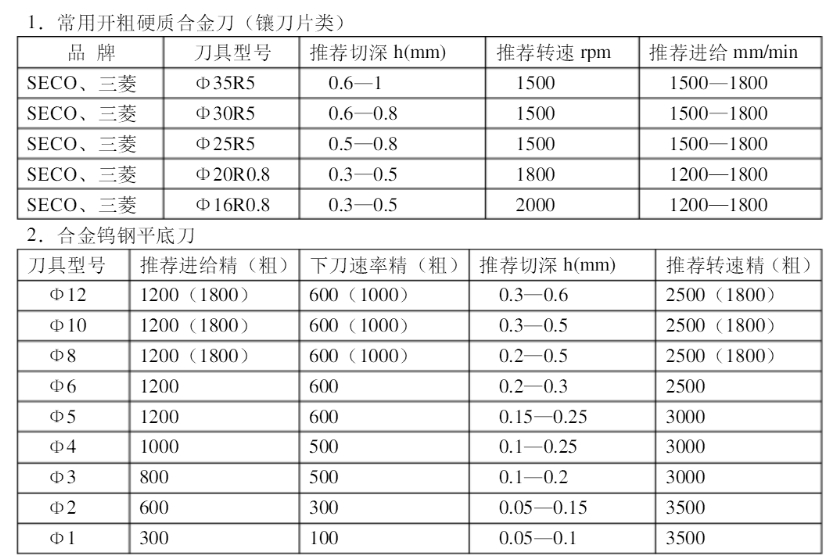 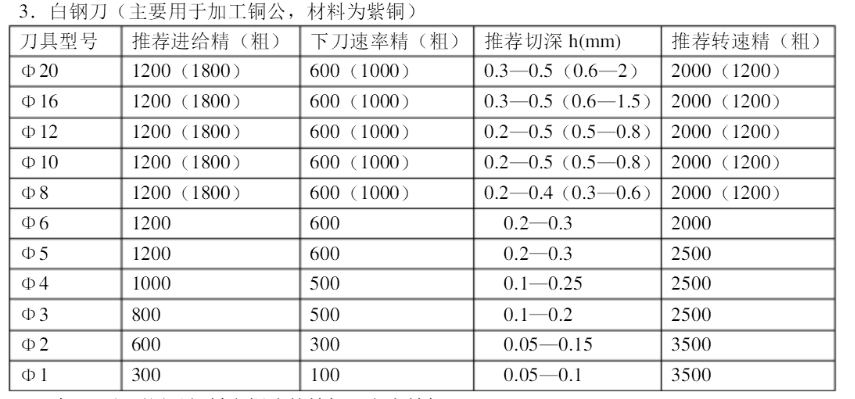 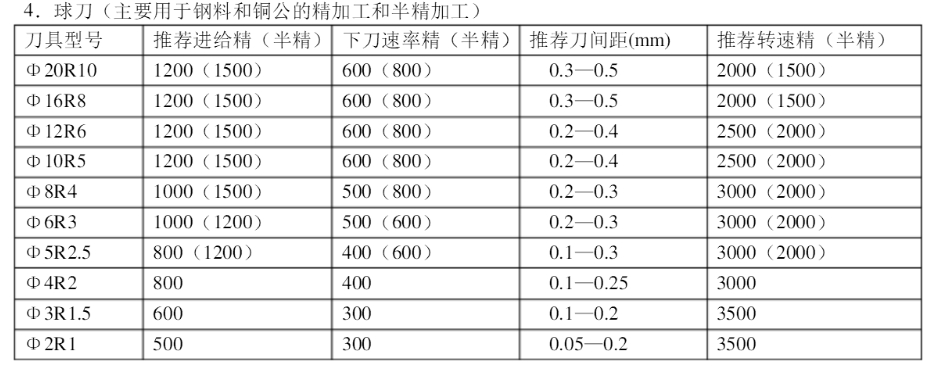 
tyjs09
2024年6月9日 09:51
转发文档
收藏文档
上一篇
下一篇
手机扫码
复制链接
手机扫一扫转发分享
复制链接
SESON阀门
Markdown文件
PDF文档(打印)
分享
链接
类型
密码
更新密码
