丁工NX2406
NX2406及星空外挂的安装
NX2406角色设置及许可补丁加载
常用刀具的创建及使用场景
底壁铣
平面去毛刺
槽铣削
平面文本(2D刻字)
2D线框平面轮廓铣处理器
面铣-中间刀路
面铣-单向-往复
型腔铣
自适应粗加工
深度轮廓铣
区域轮廓铣
曲线驱动
固定轴引导曲线
清根铣-单刀路/多刀路/参考刀
3轴去毛刺
轮廓文本
钻孔
机床加工周期与单补移动
螺纹加工
孔铣
程序操作和刀轨编辑
ug仿真及过切检查
刀具库的创建及调用
加工模板的创建及调用
加工数据库的创建及调用
后处理的安装
星空外挂
程序优化
常用的7种倒角策略
5种清角加工方法
六种刻字加工方法
倒扣加工的6种方法
4种孔铣方式
2种添加刀补的方法
3种孔选择方法
底壁铣策略的异常处理
平面铣策略的异常处理
自适应粗加工策略的异常处理
型腔铣策略异常处理
深度轮廓铣策略异常处理
曲线驱动策略异常处理
定向侧铣头
万向侧铣头
卧式加工中心编程方法
产品翻面编程方法
实战案例1CAD转UG图档加工
实战案例2正面开粗精修
实战案例3-全曲面产品
攻丝
本文档使用 MrDoc 发布
-
+
首页
2种添加刀补的方法
# 2种添加刀补的方法 ## 1创建工序 ``` 插入工序平面铣--刀具D10(刀具号,补偿寄存器,刀具补偿寄存器都要输入)--确定 #主要 指定部件边界:选择圆柱顶面,刀具侧外侧 指定底面:选择圆柱底面 切削模式:轮廓 #非切削 进刀类型:圆弧 ``` ### (1)在刀轴和刀具补偿里添加 注意点就是:最好给一个最小移动和最小角度值,如果是新机器,那么都设为0也没关系。老机器如果把最小移动和最小角度值都设为0可能会过切。 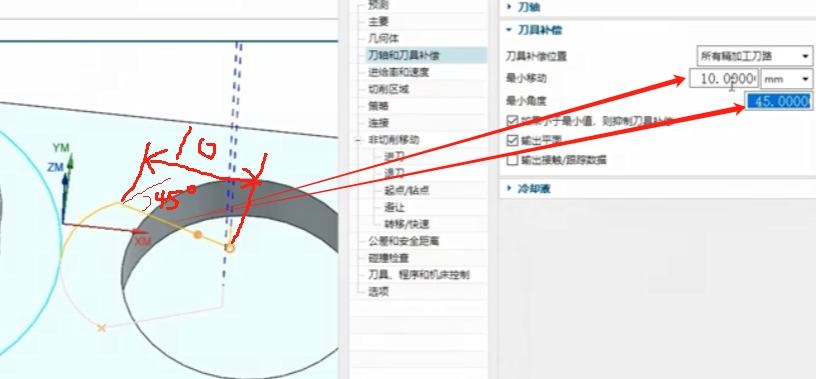 ``` 打开程序--点击刀轴和刀具补偿--刀具补偿位置选择“所有精加工刀路”(每一层刀路都会天机一个G41) 最小移动:1(默认1就行) 最小角度:10(默认10就行) 如果小于最小值,则抑制刀具补偿:勾选(小于最小移动值时,就没有刀具补偿) 输出平面:勾选(输出G17,即xy平面) 输出接触/跟踪数据:千万不要勾选(如果勾选会出现过切) ``` 后处理 ``` T01 M06 S1000 M03 M08 G0 X4.941 Y6.582 #定位 G43 Z50 H01 #启用刀具长度补偿 z-2 G1 Z-5 F250 G41 X3.977 Y6.314 D01 #刀具半径补偿 ``` ### (2)在机床控制里添加(这种刀补不走直线,不常用) | <br>打开程序--点击“刀具和机床控制”--<br/>点击开始刀轨事件扳手--<br/>双击Cutter Compensation(刀具补偿的意思):<br/>操作:<br/>状态:活动<br/>模式:开<br/>开:每一次进刀前开启刀补<br/>关:每一次退刀后关闭刀补<br/>刀具补偿寄存器:2(如果你是2号刀,你这里就输入2)<br/>平面:xy(xy平面走的是G17)<br/>其余参数:默认 | 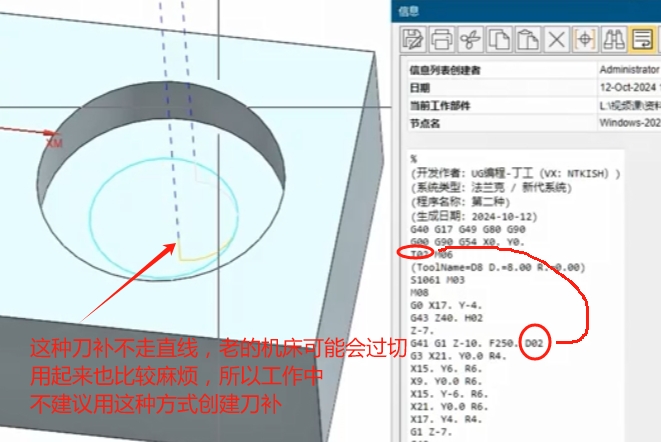<br> | | ------------------------------------------------------------ | ------------------------------------------------------ |
tyjs09
2025年7月24日 14:42
转发文档
收藏文档
上一篇
下一篇
手机扫码
复制链接
手机扫一扫转发分享
复制链接
SESON阀门
Markdown文件
PDF文档(打印)
分享
链接
类型
密码
更新密码
