铣床手工编程
G83啄钻+G84刚性攻丝
外轮廓加工+刀补用法
铣槽
子程序调用
加工中心中途换刀及换刀片
铣面
螺旋插补铣圆
螺旋插补铣孔
螺旋插补铣孔
刀具长度补偿值的设置和调用
G81点孔
宏程序配合G81铣孔
钻孔铣孔示例
一、单层轮廓加工
二、单层圆形台阶零件
三、倒角矩形零件
四、圆周键槽零件
五、对称线槽零件
六、圆弧台阶直槽零件
钻孔转速计算公式
七、圆柱流道零件
八、矩形配合模块零件
九、正六边形台阶零件
十、等圆弧台阶零件
十一、等尺寸圆弧槽零件
十二、凸轮配合零件
十三、网纹直槽零件
十四、圆环阵列零件
十五、双阶台模块零件
十六、圆弧槽零件
G10赋值
坐标旋转G68用法
十七、圆形深槽零件
十八、圆弧台阶对称零件
十九、圆弧配合底座零件
二十、多轮廓台阶配合零件
二十一、键槽配合模块零件
二十二、双台阶配合零件
二十三、多圆弧台阶圆柱零件
二十四、多圆弧台阶模块零件
二十五、椭圆槽零件
二十六、正五边形槽零件
二十七、正六边形槽零件
二十八、多椭圆连槽零件
二十九、等距离等长刻线零件
本文档使用 MrDoc 发布
-
+
首页
外轮廓加工+刀补用法
刀补参数设置: 刀补值D代码需对应实际刀具半径,如Φ10铣刀半径补偿值设为5mm;磨损后可直接修改D值(如磨耗0.02mm则改为4.98mm) 原理: 顺铣:加工外轮廓时刀具位于工件的左侧,应该用左补偿G41(内轮廓时刀具在工件右侧所以用G42) 外轮廓加工示例 | 【开头】<br/>G90 G94 G17<br/>T01 M06<br/>S2000 M03<br/>G00 X-10 Y-10 Z5<br/>【建立刀补】<br/>G01 Z-3 F200 #下切至加工深度<br/>G41 G01 X5 Y0 D01 F100 #在插补运动中建立刀具左补偿<br/>【加工轮廓】<br/>G02 X0 Y5 R5<br/>G01 Y75<br/>G02 X5 Y80 R5<br/>G01 X95 <br/>G02 X100 Y75 R5<br/>G01 Y5<br/>G02 X75 Y0 R5<br/>G01 X5 <br/>【结束】<br/>G40 G01 X-10 Y-10 F200 #取消刀补返回安全点<br/>G00 Z5 #抬刀<br/>M30 | 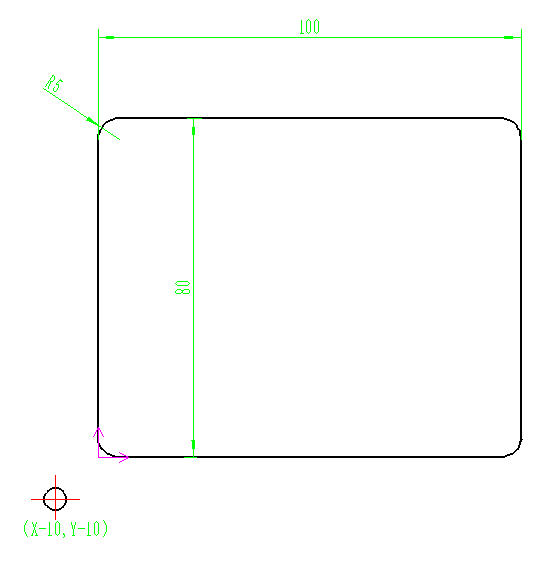 | | ------------------------------------------------------------ | ----------------------------------------------------- |
tyjs09
2025年10月10日 14:56
转发文档
收藏文档
上一篇
下一篇
手机扫码
复制链接
手机扫一扫转发分享
复制链接
SESON阀门
Markdown文件
PDF文档(打印)
分享
链接
类型
密码
更新密码
