UG12.0
ug12.0安装
UG12.0从入门到精通教程,25节课全面了解UG
平面轮廓铣参数讲解
深度轮廓铣
非切削移动
区域轮廓铣驱动方法--区域铣削
FUNUC 0iM数控铣床
二维倒角三维倒角铣T型槽
主轴转速进给率及每刀切削深度参考表
郑大郭老ug2312A
UGNX2312三轴后处理安装
ug出图纸
局部剖阶梯剖和轴测图剖
本文档使用 MrDoc 发布
-
+
首页
区域轮廓铣驱动方法--区域铣削
一般爬曲面选球刀,理由是加工的表面质量好,球刀一般用于半精铣和精铣 区域轮廓铣最常用,因为它默认的驱动方式就是区域铣削 区域铣削的刀路是通过投影到部件上产生的,所谓投影就是刚开始刀路在xy安全平面上产生,然后沿着z轴方向往下投影,当它投入到陡峭面之后,刀路步距就会拉大,所以说区域铣削适合加工平坦的,不适合加工陡峭的 ### 几何体 指定部件 指定检查 指定切削区域:选切削区域产生刀轨,如果不选则默认整个部件生成刀路 指定修剪边界:指定加工范围 切削区域:编辑切削区域,一般和驱动方法里的清根配合使用 ### 驱动方法 #### 区域铣削: ##### 陡峭空间范围 **方法:** 无:不区分平坦还是陡峭 非陡峭:跟等高铣里的仅陡峭刚好相反,通过设置陡峭壁角度值来声明小于多少角度的面是平坦面(可以控制只走平坦面)。假设区域铣削适合加工陡峭的,那要等高铣还有什么用呢? 定向陡峭: 使用频率最高 一般需要2个步骤,第一步先用区域铣削里的方法无整体加工一下,然后复制第一步工序并编辑区域铣削里面的方法为定向陡峭,通过设置陡峭壁角度和与xc的夹角对上一步工序生成的刀路比较稀疏的刀路处再补几刀刀路。缺点是虽然是用同一把刀走的两步工序没有接痕,但是由于刀路走刀方向不一致导致工件表面纹路不相同,如果精铣时的余量特别小,这种补刀加工的方法加工出的表面可能看不太清纹路不一致那么明显,但是如果精铣余量较大就会有明显的刀纹不一致 可以理解为带有方向的陡峭,是针对陡峭面加工的一种方法,一般需要两步工序配合,定向是指切削角-与xc的夹角这个角度,陡峭是指陡峭壁角度,其中与xc的夹角角度要设成和上一步工序相垂直的角度,例如上一步工序的切削角度是45度,那么这一步工序就要设置成90+45度,(例如陡峭壁角度65度,与xc的夹角135度,就表示刀路只走135度方向大于65度以上的陡峭面) 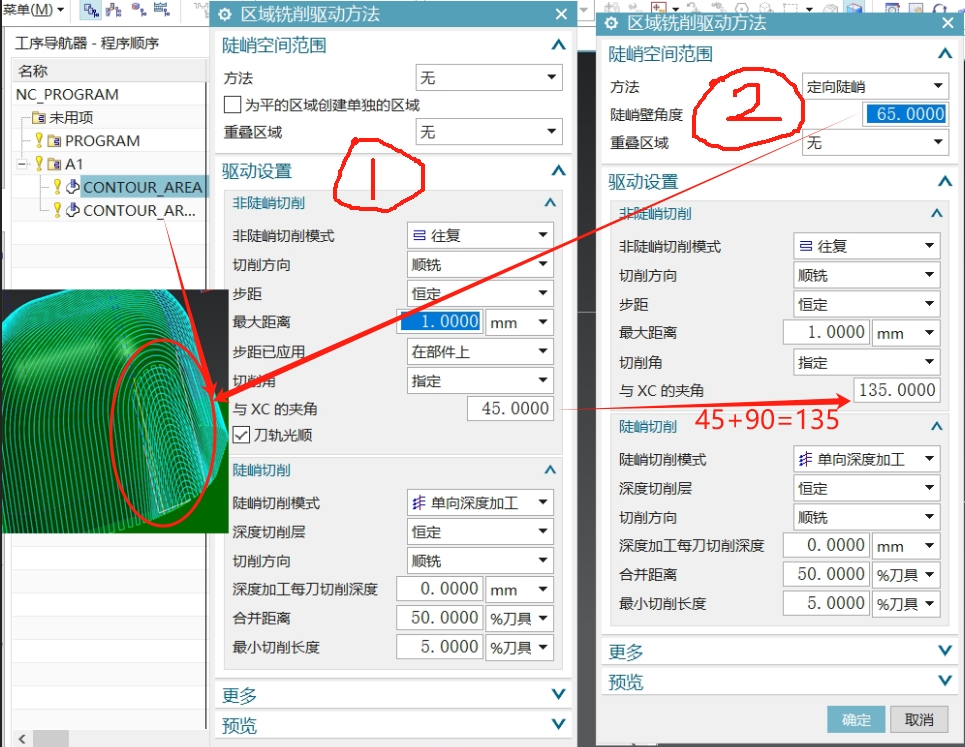 陡峭和非陡峭: 把平坦的和陡峭的通过角度把面给分开做刀路,当方法设成无的时候,对话框中的陡峭切削是不生效的,只有设定成陡峭和非陡峭或者陡峭的时候,陡峭切削才会生效,例如陡峭壁角度设置65就表示:0-65度算平坦面走非陡峭切削, 缺点:除了平坦面和陡峭面刀路方向不一样外,进刀方式也只能设一个,如果我想平坦区域和陡峭区域采用不同的方式进刀,那么这个就没办实现,最好的方式还是分开编写程序,例如曲面用区域轮廓铣,陡峭面用等高铣,或者用区域轮廓铣陡峭编写后再用区域轮廓铣非陡峭编写,总之就是分开铣可以控制进退刀方式 区域排序--先陡:底面是曲面时精铣侧壁时用 陡峭 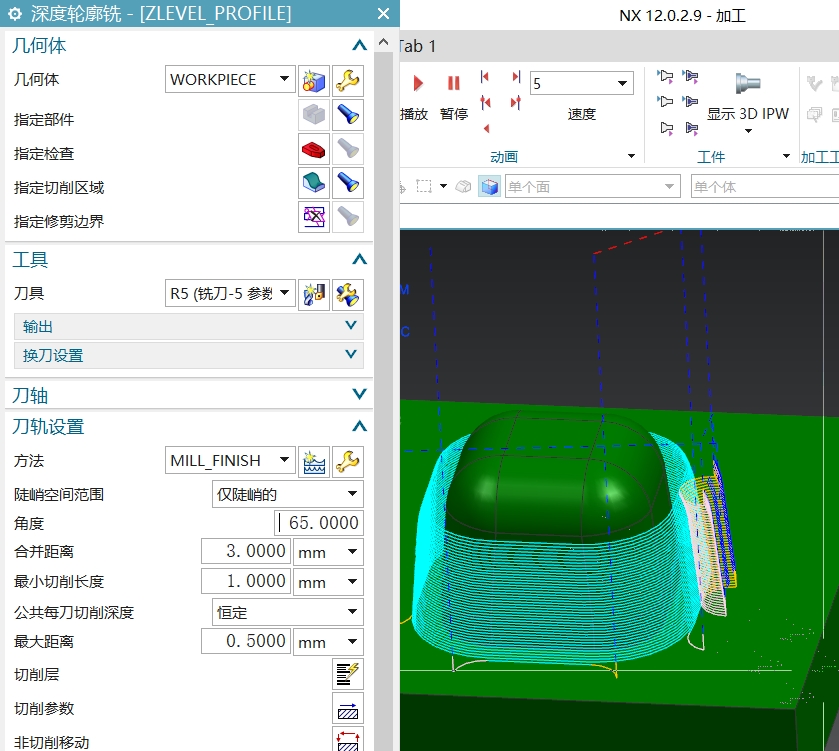 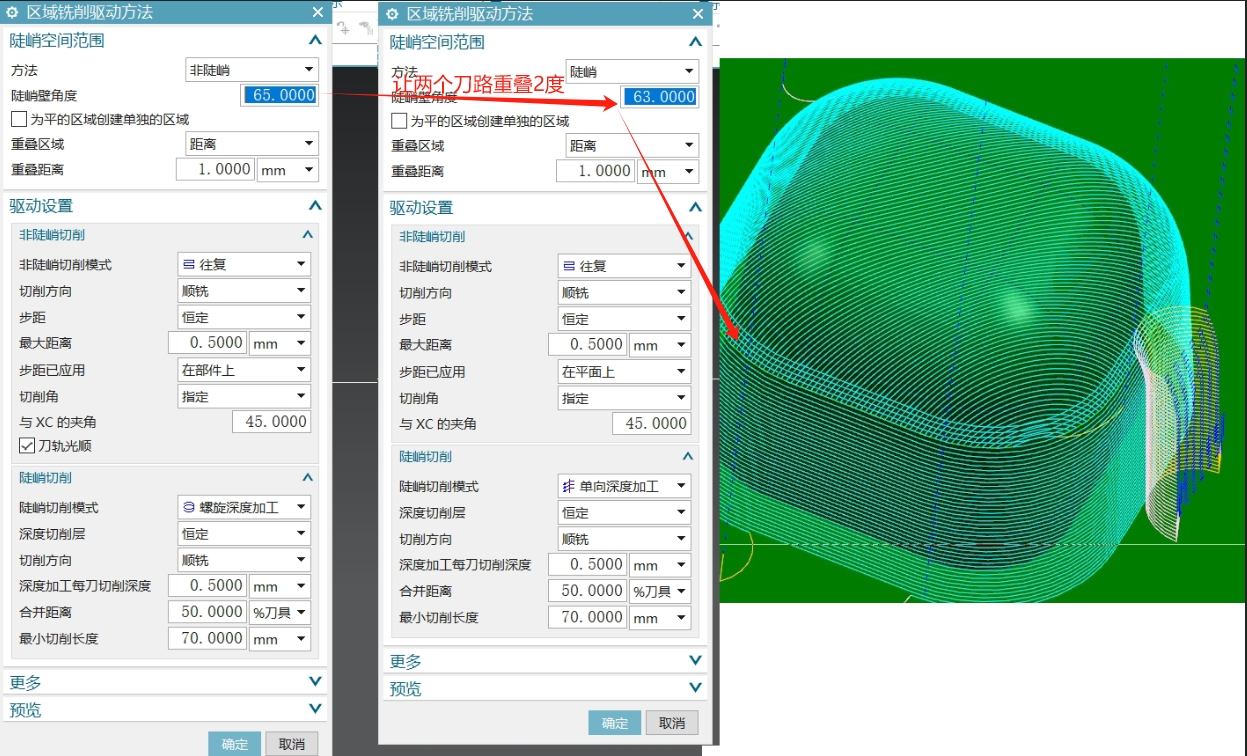 **为平的区域创建单独的区域:**平面和曲面会分成两个切削区域生成刀路,一般不用 **重叠区域:** 距离:通过输入距离值控制两个切削区域的相邻刀轨重叠几毫米 ##### 驱动设置 ###### 非陡峭切削 **非陡峭切削模式:** 往复:顺铣逆铣交替往复 往复上升:加了进刀退刀,把步距运动抬高,实现步距运动不在工件表面运行,相当于在往复的基础上向外延伸来刀路。其实往复也可以实现步距运动不在工件表面进行,方法是在切削参数--策略里有个在边上延伸复选框。 单向:维持顺铣走一刀抬一刀,爬曲面的步距一般都小于0.1,刀路密2️⃣这种方式抬刀又多,所以此方式在区域铣削方法里不太实用 轮廓:沿着面的外形走一圈刀路,如果型腔底面是曲面,那么正好用这个方法铣侧壁,同时还可用通过附加刀路+最大步距距离来控制分几层铣削完侧壁余量。 单向轮廓:相当于单向+轮廓的综合,走单向的同时,最后把轮廓再给你走一圈 同心往复:以一个点为中心走同心圆刀路,可通过改变刀路中心改变刀路中线点位置 径向往复:以一个点为中心走放射线刀路,可通过改变刀路中心改变刀路中线点位置 螺旋:针对一些简单且形状规则的零件,ug12.0新增的切削模式,通过刀路方向向内还是向外来控制刀是从上往下铣还是从下往上铣。 螺旋里有个参数叫包含精加工刀路于:Outher Shapes(外),Inner hapes(内),All Shapes(全部),就是在外侧最后一层刀路或者最内一层刀路走一圈,达到铣干净的目的,全部就表示对内和对外的刀路方向最后一圈都走一刀 跟随周边:跟随切削区域外形产生刀路,一般要和“步距已应用”下拉菜单里的在部件上配合使用 跟随周边有个步进清理参数,作用是清理一下两刀之间可能存在没铣到的地方,会留下刀痕,建议不要勾选 **切削方向:** 往复用的最多 **步距:** 一般都选恒定,最大步距可根据刀具参数表得知残余高度步距控制,R3以上的球刀精铣的时候一般都是0.1左右,半精铣时一般设定为0.2-0.3左右 **步距已应用:** 在平面上:刀路在安全平面上往下投影到路刀部件上 在部件上: 如果工件形状简单规则,可以用这种方式 刀路是沿着部件表面偏置出来的,针对的时陡峭面,为了把稀疏的刀路加密,导致部分区域的刀路会过分的密,一般与跟随周边或者螺旋切削模式配合使用,总之最好不要用区域轮廓铣走陡峭面,铣出来的效果不是很好 切削角: 与xc的夹角:非陡峭切削模式为往复时需要设置切削角,角度填写策略是面铣的时候填90或者0度,爬曲面的时候基本都是45度让刀路斜着走,偶尔也会将切削角改成最长边 **刀轨光顺:** 勾选此参数后,会将刀轨线之间的直角拐角刀路处倒角一个圆弧,使刀路看起来圆滑光顺一些 ###### 陡峭切削 当陡峭空间范围里的方法设成“无”的时候,这个陡峭切削参数不起作用。因为你没有走陡峭的,所以说陡峭参数肯定是没有用的。当你设成陡峭和非陡峭,或者陡峭的时候,陡峭切削参数才会生效。 单向深度加工:相当于顺铣,实用性强一点 往复深度加工:相当于混合铣 往复上升深度加工:基本用不上 螺旋深度加工:螺旋方式刀路 ###### 更多 区域连接:默认打钩不用管 精加工刀路:相当于非陡峭切削模式为螺旋的时候有个参数叫“包含精加工刀路于”这个参数差不多,就是在工件周边最后一刀的时候再转一圈,目的是为了铣的更干净。这个参数基本不用。 切削区域选项:设置下刀点,曲面加工中非切削移动参数里没有设置下刀点参数了,其实通过更改切削方向里面的顺逆铣也可以改变下刀点方向,或者更改切削角-与xc的夹角角度也可以改变下刀点位置 ###### 预览 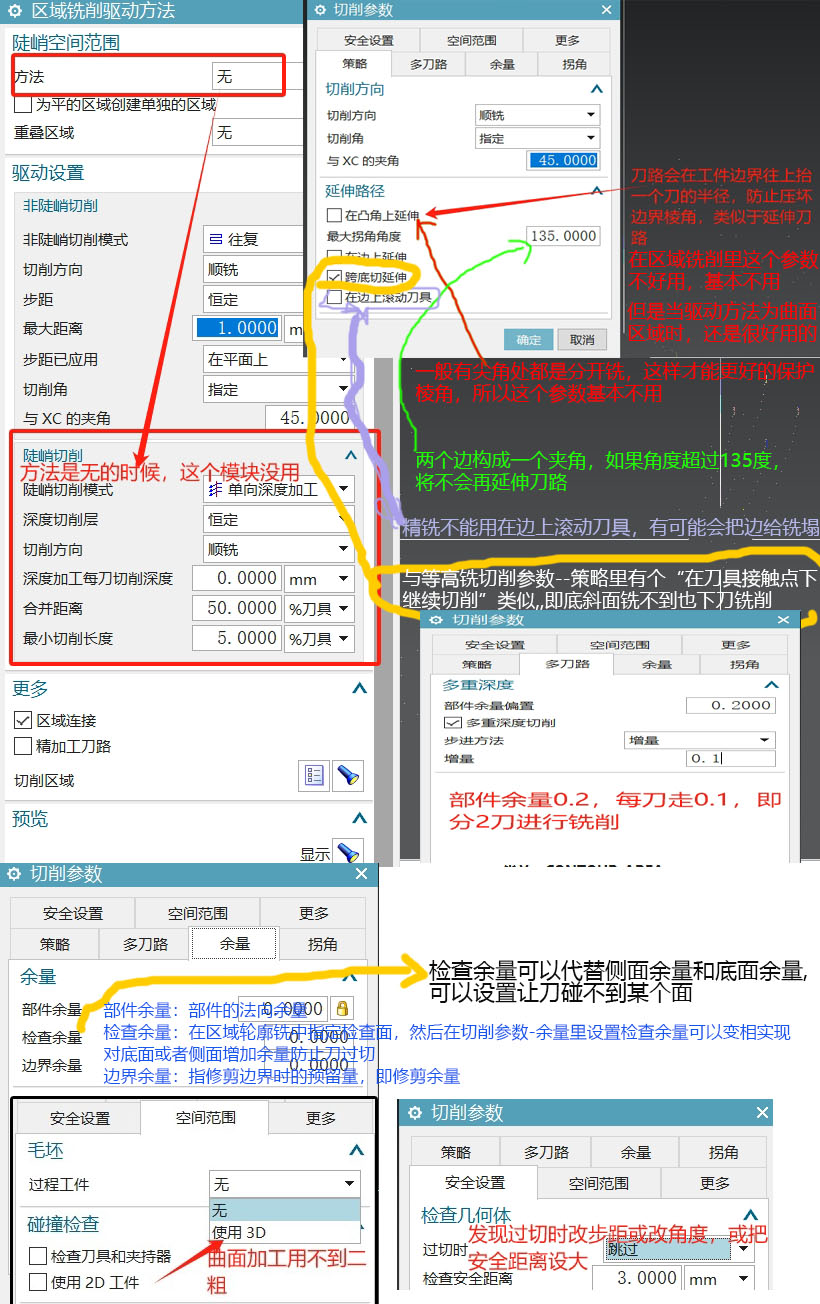
tyjs09
2024年5月19日 16:46
转发文档
收藏文档
上一篇
下一篇
手机扫码
复制链接
手机扫一扫转发分享
复制链接
SESON阀门
Markdown文件
PDF文档(打印)
分享
链接
类型
密码
更新密码
