丁工NX2406
NX2406及星空外挂的安装
NX2406角色设置及许可补丁加载
常用刀具的创建及使用场景
底壁铣
平面去毛刺
槽铣削
平面文本(2D刻字)
2D线框平面轮廓铣处理器
面铣-中间刀路
面铣-单向-往复
型腔铣
自适应粗加工
深度轮廓铣
区域轮廓铣
曲线驱动
固定轴引导曲线
清根铣-单刀路/多刀路/参考刀
3轴去毛刺
轮廓文本
钻孔
机床加工周期与单补移动
螺纹加工
孔铣
程序操作和刀轨编辑
ug仿真及过切检查
刀具库的创建及调用
加工模板的创建及调用
加工数据库的创建及调用
后处理的安装
星空外挂
程序优化
常用的7种倒角策略
5种清角加工方法
六种刻字加工方法
倒扣加工的6种方法
4种孔铣方式
2种添加刀补的方法
3种孔选择方法
底壁铣策略的异常处理
平面铣策略的异常处理
自适应粗加工策略的异常处理
型腔铣策略异常处理
深度轮廓铣策略异常处理
曲线驱动策略异常处理
定向侧铣头
万向侧铣头
卧式加工中心编程方法
产品翻面编程方法
实战案例1CAD转UG图档加工
实战案例2正面开粗精修
实战案例3-全曲面产品
攻丝
本文档使用 MrDoc 发布
-
+
首页
槽铣削
槽铣削: 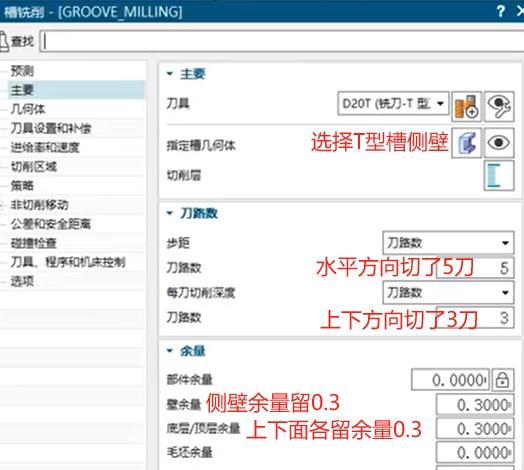 创建工序--槽铣削--几何体WORKPIECE--确定 创建刀具 ``` 新建刀具--名称D20T--直径输入20,颈部直径9mm,刀刃长度4 #直径 因为单边槽宽5mm,那么T型刀的两侧合计总长就是10mm,还需要给一个刀杆的尺寸,所以T型刀直径取20mm #颈部直径 因为单边槽宽5mm,所以双边就是10mm,用T型刀直径20-二个槽宽10=10mm,同时要不要刀杆蹭到侧壁,打算单边给个0.5mm的避空,那么双边避空距离就是1mm,用20-10-1=9,因此刀杆直径取值9mm。 #刀刃长度: 因为槽高10mm,如果刀刃高10mm切一刀就可以了,但如果你要切2刀,可以将刀刃设置成6mm,如果要切3刀,则可以给4mm刀刃长。 ``` 指定槽几何体 ``` 过程工件:使用3D(默认) 底层/顶层余量:0.3(T型槽的上下余量均留0.3mm) 侧壁余量:0.3(T型槽的侧壁余量0.3mm) 选择对象:选择T型槽 ``` 切削层 ``` #正常情况下参数默认即可 此层主要设置加工顺铣(先加工哪里再加工哪里),以及每刀切削深度(系统会根据你的刀刃长度计算出需要几刀才能把槽加工完,例如槽高10mm,刀刃长4mm,那么系统就会将每刀切削深度设为刀路数,刀路数设为3) ``` 步距 ``` 槽的宽度总共要切多少刀完成加工,默认切1刀,例如槽宽5mm,我们将刀路数设为5,那么1刀就切1mm ```
tyjs09
2025年6月16日 19:09
转发文档
收藏文档
上一篇
下一篇
手机扫码
复制链接
手机扫一扫转发分享
复制链接
SESON阀门
Markdown文件
PDF文档(打印)
分享
链接
类型
密码
更新密码
