丁工NX2406
NX2406及星空外挂的安装
NX2406角色设置及许可补丁加载
常用刀具的创建及使用场景
底壁铣
平面去毛刺
槽铣削
平面文本(2D刻字)
2D线框平面轮廓铣处理器
面铣-中间刀路
面铣-单向-往复
型腔铣
自适应粗加工
深度轮廓铣
区域轮廓铣
曲线驱动
固定轴引导曲线
清根铣-单刀路/多刀路/参考刀
3轴去毛刺
轮廓文本
钻孔
机床加工周期与单补移动
螺纹加工
孔铣
程序操作和刀轨编辑
ug仿真及过切检查
刀具库的创建及调用
加工模板的创建及调用
加工数据库的创建及调用
后处理的安装
星空外挂
程序优化
常用的7种倒角策略
5种清角加工方法
六种刻字加工方法
倒扣加工的6种方法
4种孔铣方式
2种添加刀补的方法
3种孔选择方法
底壁铣策略的异常处理
平面铣策略的异常处理
自适应粗加工策略的异常处理
型腔铣策略异常处理
深度轮廓铣策略异常处理
曲线驱动策略异常处理
定向侧铣头
万向侧铣头
卧式加工中心编程方法
产品翻面编程方法
实战案例1CAD转UG图档加工
实战案例2正面开粗精修
实战案例3-全曲面产品
攻丝
本文档使用 MrDoc 发布
-
+
首页
深度轮廓铣策略异常处理
# 深度轮廓铣策略异常处理 ## 1切削区域有缺口,跳刀多 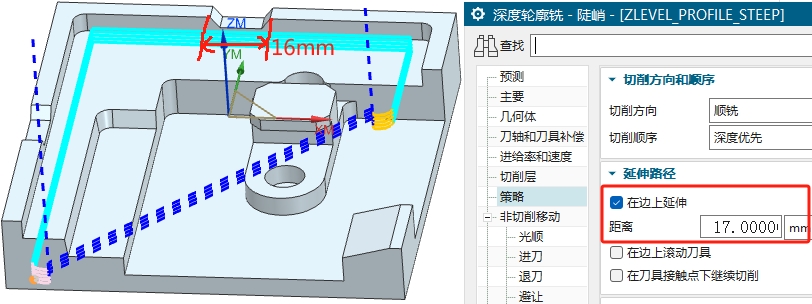 #### 创建工序 ``` 右键WORKPIECE--插入工序--“深度轮廓铣-陡峭”--刀具D10--确定 #主要 陡峭空间范围:无 每刀切深:恒定0.3mm #几何体 指定切削区域:如图所示 #非切削移动 进刀:封闭区域与开放相同 转移与快速:上一平面1mm #切削层(修剪掉多余层的刀路) 删掉列表成员--范围1的顶部--选择对象--选择部件最高面--范围定义--选择对象--选择要加工到位的底面--生成刀路 ``` #### 解决跳刀多 ``` #策略 切削方向:混合 在边上延伸:勾选 延伸距离:17(只要大于缺口宽16就行) ``` ## 2斜面与平面接刀有痕迹 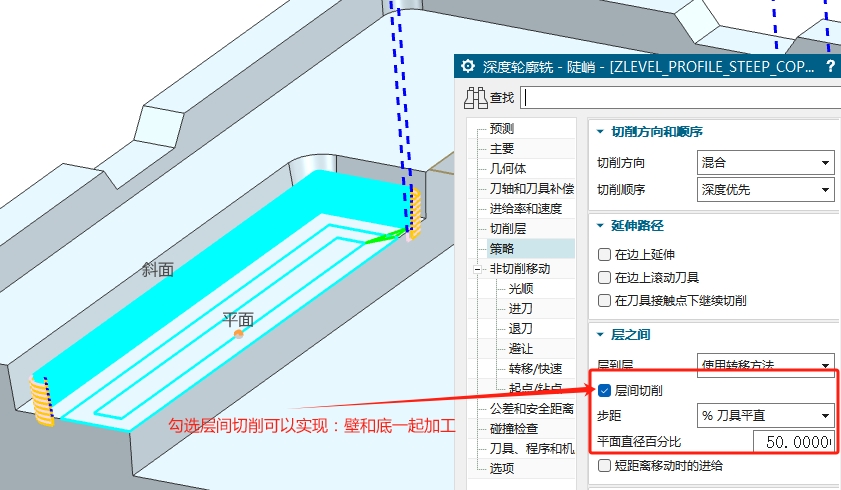 #### 创建工序 ``` 1复制上一工序,并重新制定切削区域为斜壁面和连接斜壁面的底面 2将切削层范围定义改为自动 3把策略里面的在边上延伸勾去掉 4把D10平刀换成一把D6R0.5的壁刀,这样加工斜面的时候刮花度好一点 ``` #### 侧面和底面一起加工设置 ``` #策略 层间切削:勾选 步距:刀具平直 平面直径百分比:50% 切削方向:混合(减少抬刀设置) ``` ## 3产品有倒扣,让刀以及螺旋刀路的制作 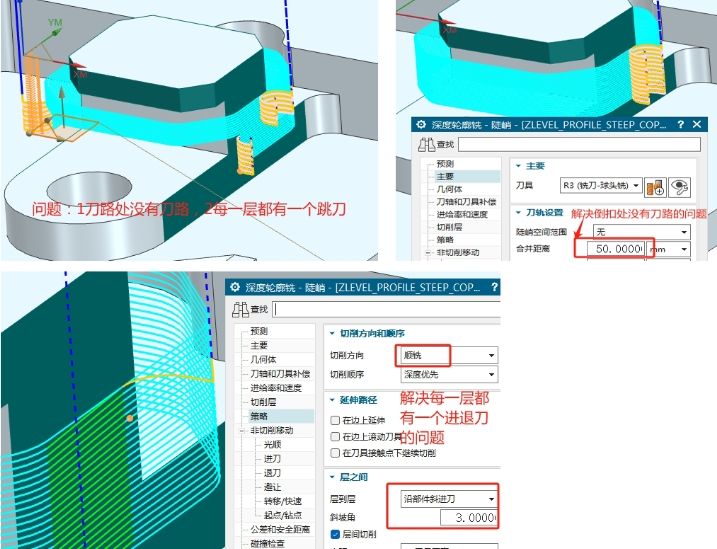 #### 创建工序 ``` 1复制上一工序,并将刀具改为R3的球刀 2指定切削区域:选择凸台的一圈侧壁 3切削层--范围1顶部选择凸台顶面,范围定义选择凸台底部 4生成刀路 ``` #### 解决倒扣部分没有刀路的问题 ``` 主要--合并距离改为100 ``` #### 解决每层都有一个进退刀的问题 ``` #策略 切削方向:顺铣 层刀层:沿部件斜进刀,斜坡角3度(把斜坡角改为0度就会编程螺旋刀路) ``` ## 4产品有斜面,切削不均匀 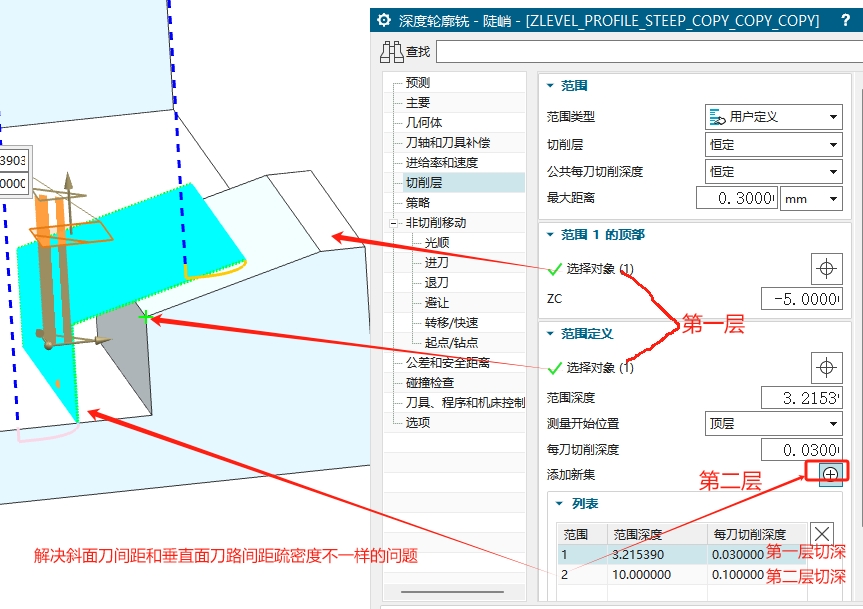 #### 创建工序 ``` 复制上一工序,并将刀具改为D10平刀 #主要 每刀切深:0.1mm 指定切削区域:选择斜面和连接斜面的垂直面 合并距离:10(恢复默认值) #策略 切削方向:混合 层到层:直接对部件进刀 层间切削:不勾选 #切削层 范围类型:自动 ``` #### 解决侧面刀路疏垂直面刀路密的问题 ``` #切削层(斜面是一个切削层,斜面往下又是一个切削层) 范围1:选择工件顶面 范围定义:选择工件斜面最低边的一个端点 点击添加新集按钮--选择工件底面 选中成员列表中斜面成员--将每刀切深改为0.03,第二个垂直面成员每刀切深0.1mm ``` ## 5局部精修,跳刀多 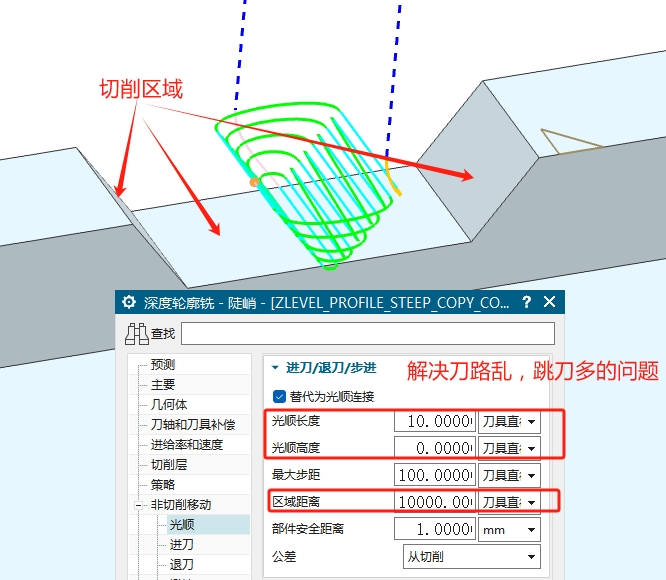 #### 创建工序 ``` 复制上一工序 指定切削区域:选择槽的面 切削层:自动 切削方向:顺铣 层到层:使用转移方法 ``` #### 解决刀路乱的问题 ``` #非切削移动 【光顺】 替代为光顺连接:勾选 光顺长度:10 光顺高度:0 区域距离:10000000 ```
tyjs09
2025年8月1日 15:20
转发文档
收藏文档
上一篇
下一篇
手机扫码
复制链接
手机扫一扫转发分享
复制链接
SESON阀门
Markdown文件
PDF文档(打印)
分享
链接
类型
密码
更新密码
